接地分接法 一种使用高耐热材料具有高产能的熔炼和铸造工艺,用于制造高复杂零件,短时间内可大批量生产,具有很高的可重复性。
倾斜坩埚法 一种使用高耐热材料的熔炼和铸造工艺,用于制造高复杂零件,具有很高的纯度和可重复性。
传统工艺
传统的开放式熔模铸造是一种失蜡工艺,其特点是合金选择几乎不受限。
翻转技术
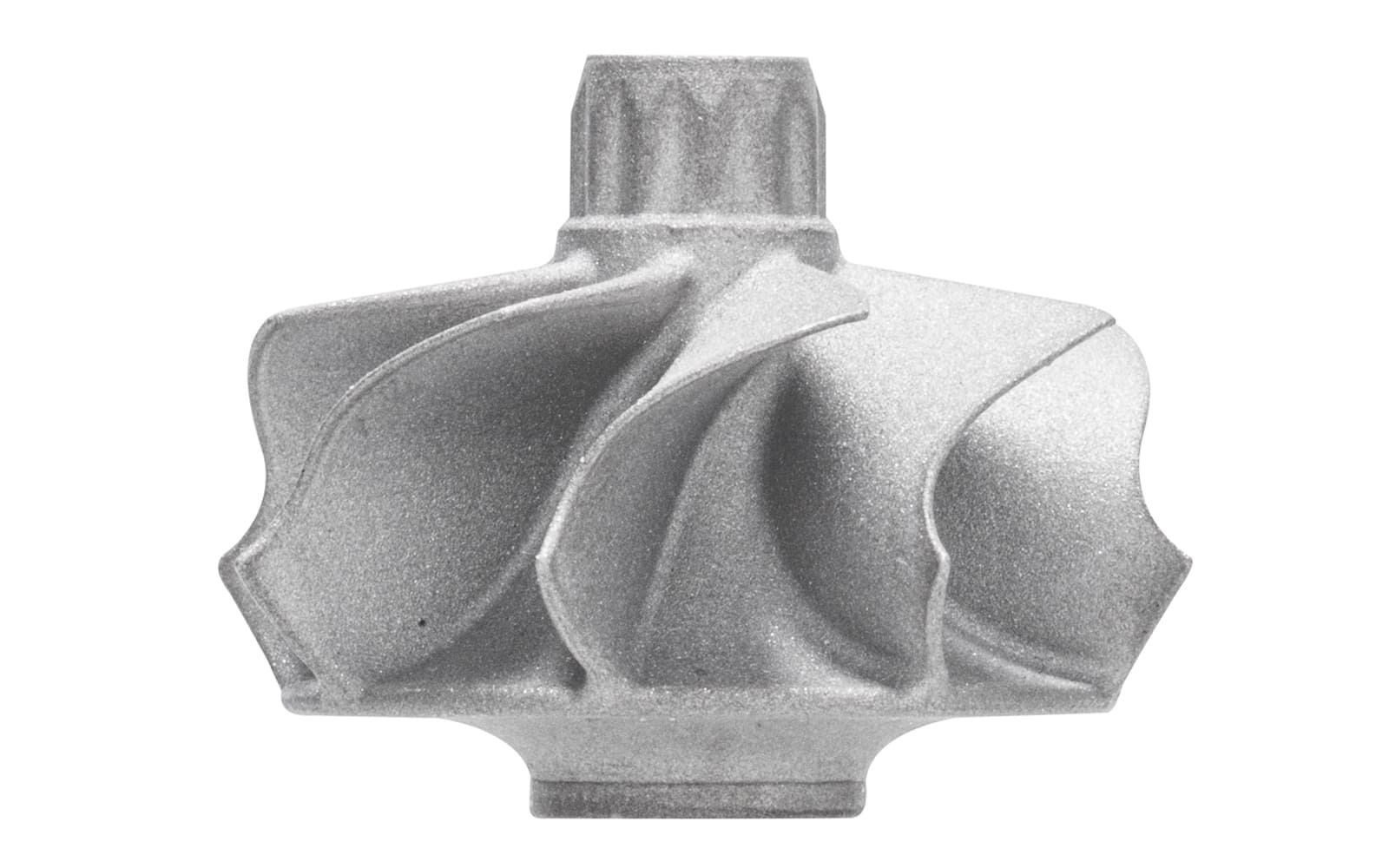
使用翻转技术实现极高的材料质量。熔化合金后,熔炉会在几秒钟内旋转180度。模具壳体直接法兰连接到熔炉,实现精准填充,在惰性气体保护下的整个过程中湍流小。
砂型铸造工艺可提供高自由度,能经济性的生产具有退刀槽和腔体的复杂部件
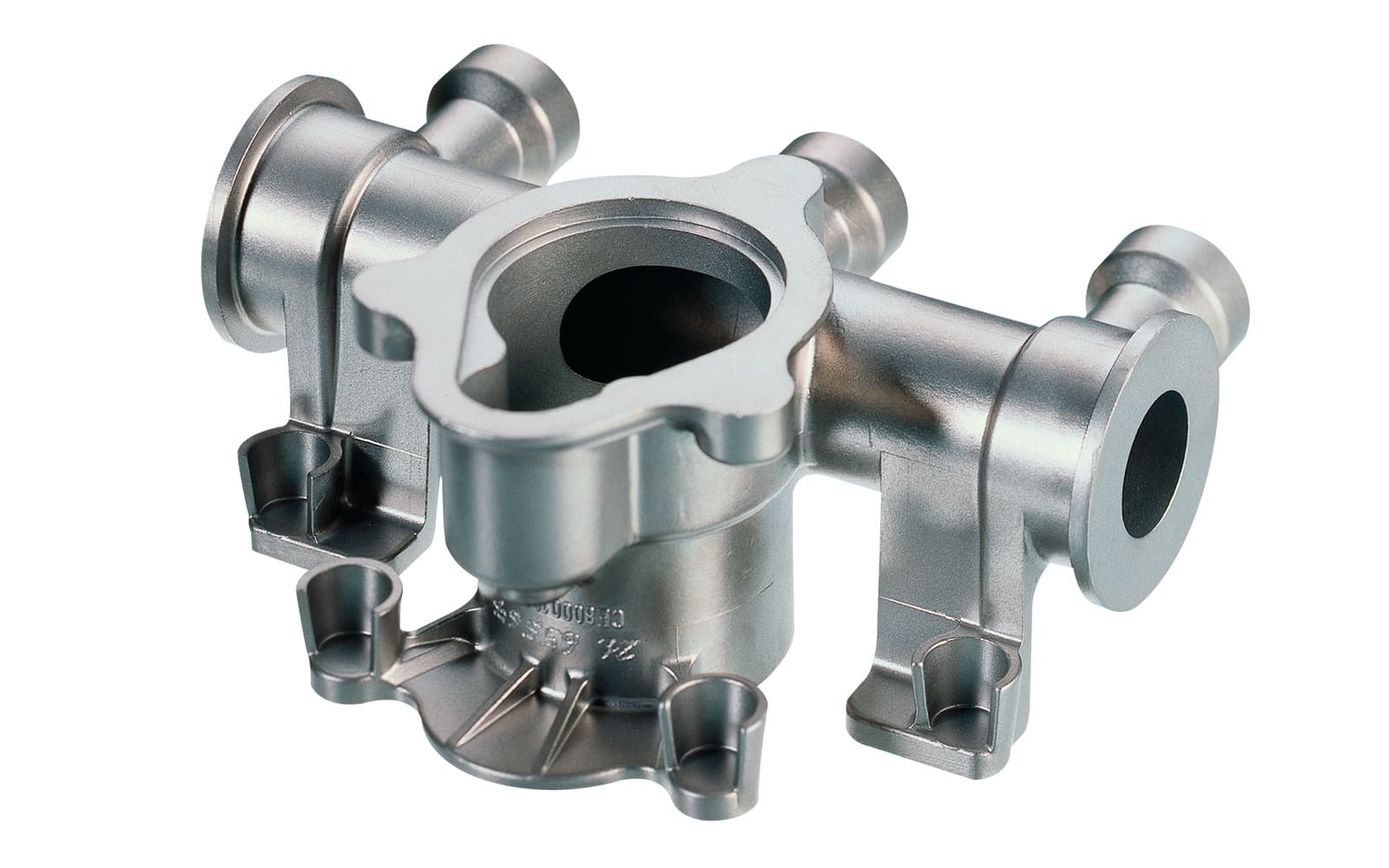
克氏铸造或壳型铸造能经济性的生产具有腔体和高表面质量的复杂部件。
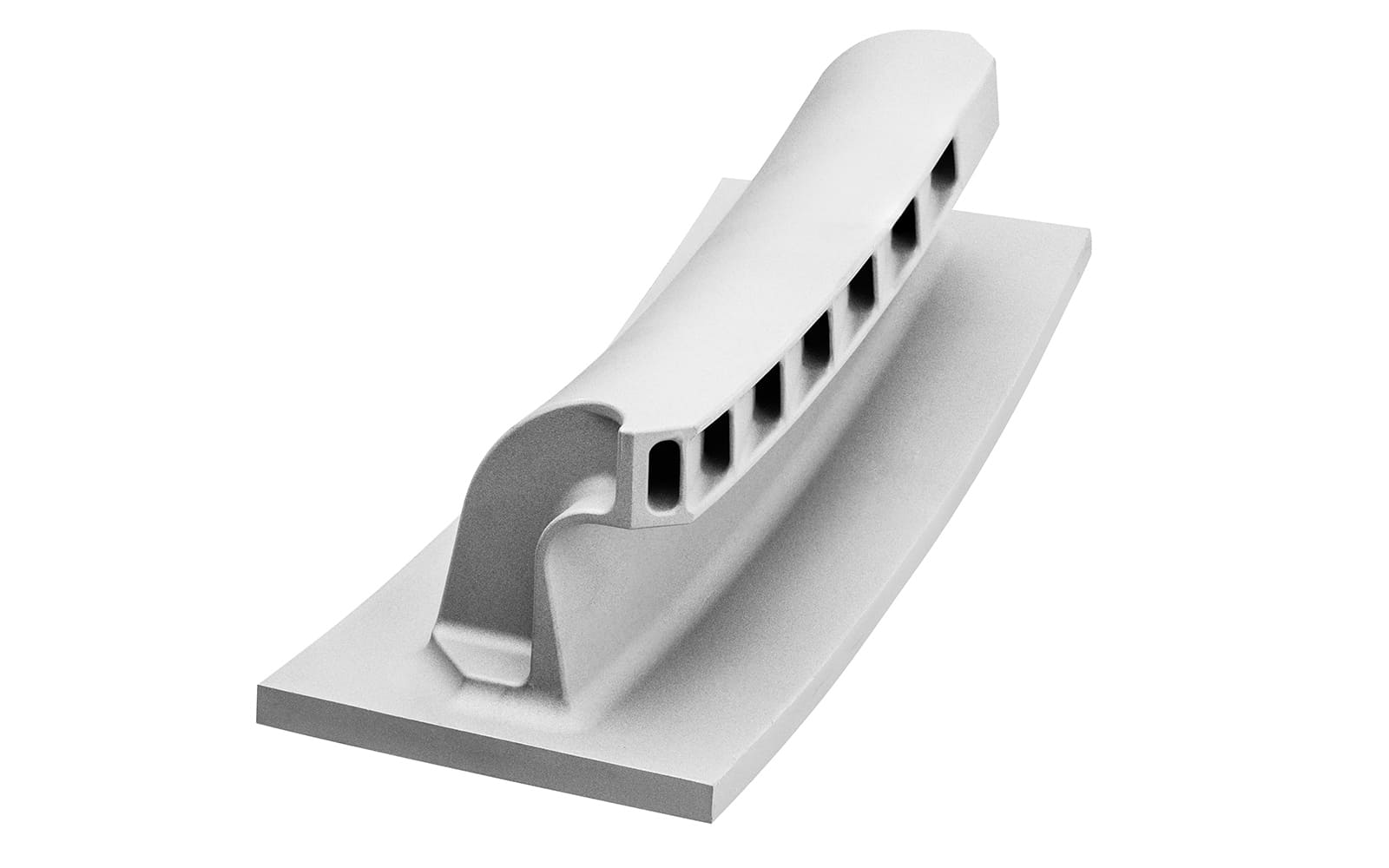
陶瓷铸造特别适合于使用特殊材料,生产薄壁和高纯度的铸件。
连续铸造工艺能经济性的将铜合金加工成圆柱形材料
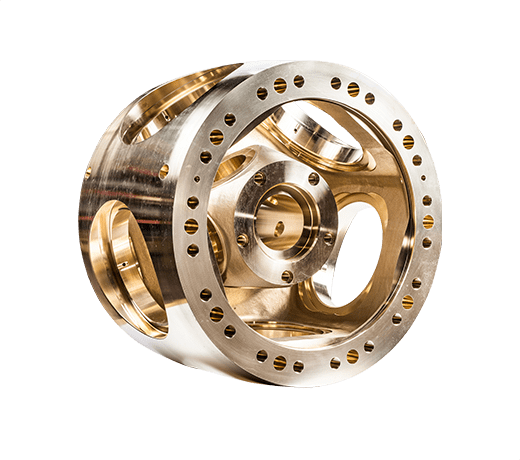
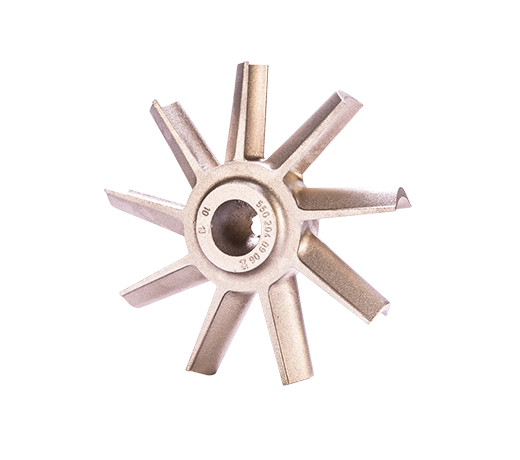
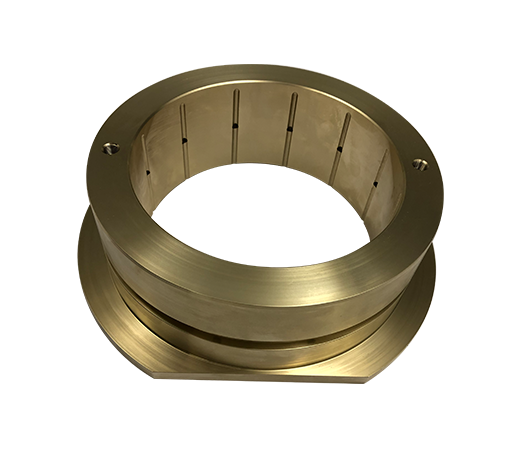
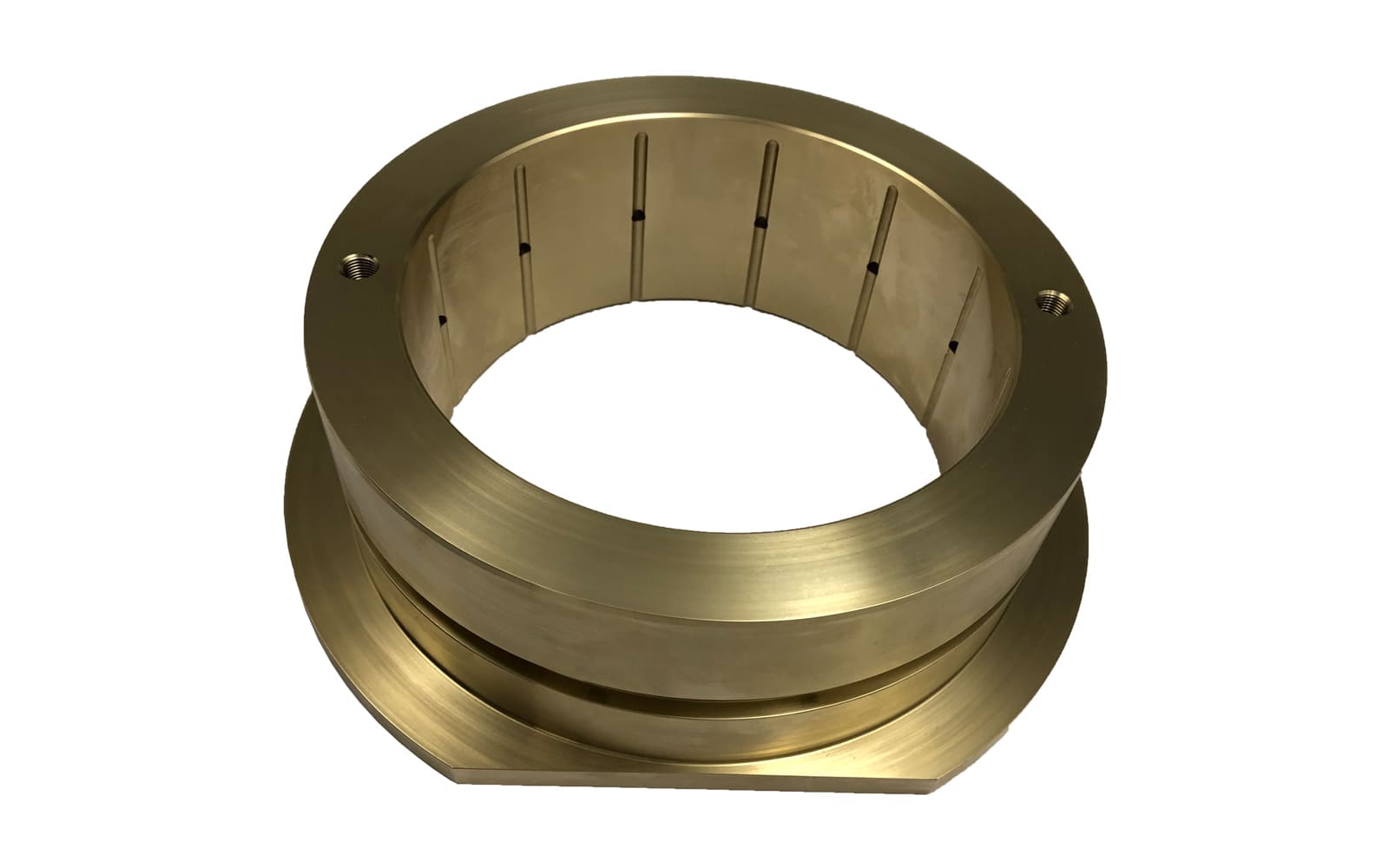
离心铸造工艺特别适合于经济性的生产具旋转对称结构的衬套产品
电话 +49 (0) 7571 70 370 电子邮箱 zgm@zollern.com
卓轮使用多台气动锤和一台 1,600 吨的液压锻压机,生产圆形和方形工件,如杆和扁棒材等。
工件尺寸 直径:40 - 500 mm 长度:1 - 10 m
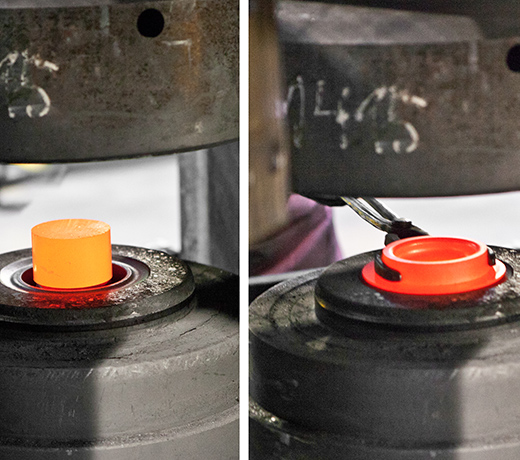
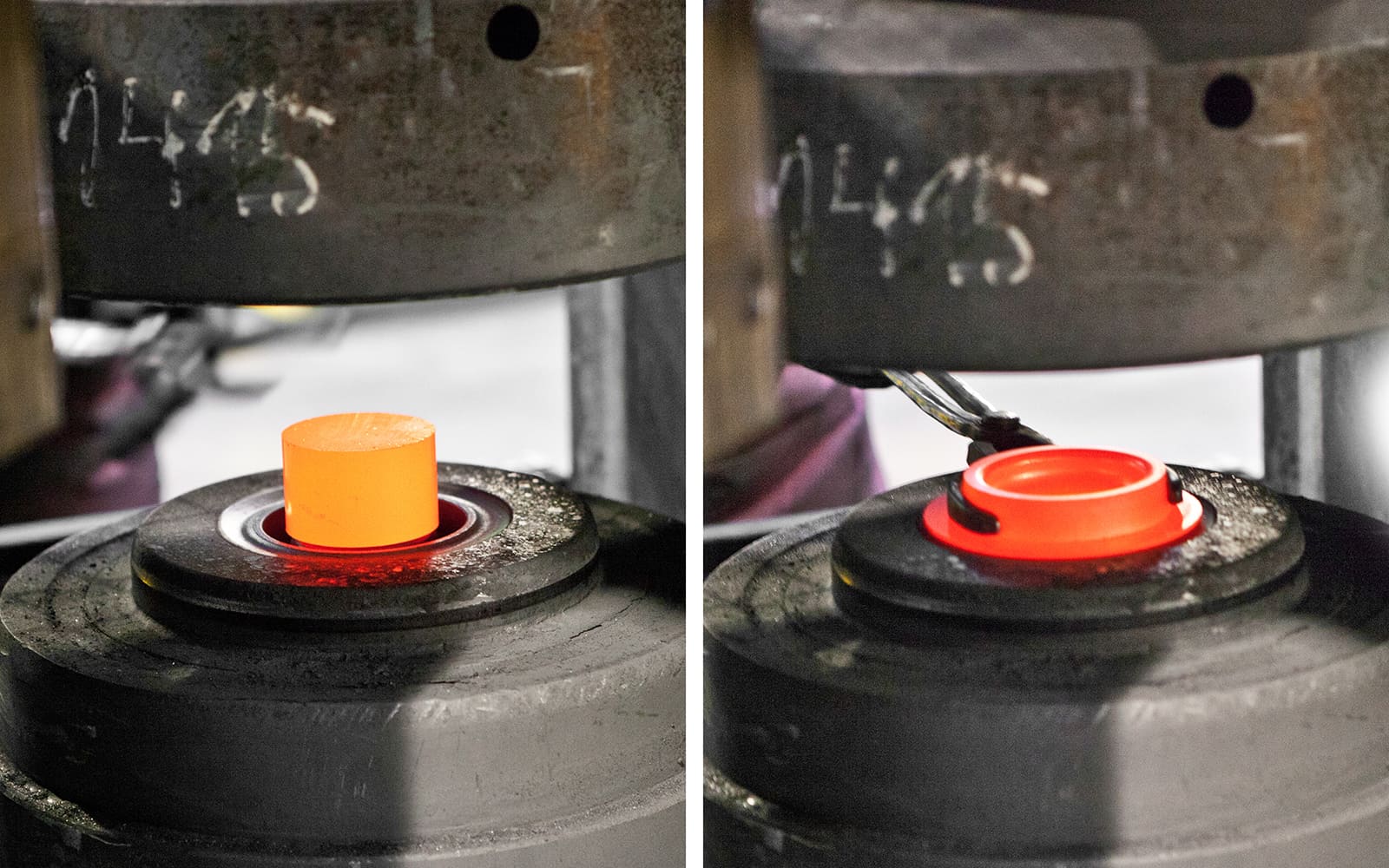
环轧工艺中,将铸坯放置在锻压机上,然后卷至轧环机上。
无缝轧制环的尺寸和重量 直径:达 2,500 mm 单件重量:达 250 kg
落锻或冲压特别适合较大批量的生产。
锻件重量 单件重量:达 15 kg
卓轮具有高垂直制造范围,确保了高效率和一流品质。
热轧工艺,原料进行感应加热,在自动控制的轧辊中,往复几个回合轧制为一个原型材。
各种热处理工艺流程,如软退火。球状碳化物退火,常规退火。低电压退火,以及偶尔客户要求的特殊工艺。所有的热处理过程都在惰性气体保护下进行。
冷拔工艺,使用硬质合金模具对预成型热轧型材进行一次或多次拉伸,达到所需的形状。成型过程中引入的应力,通过热处理中和。
冷轧工艺,在室温下通过冷轧将线材轧制为设定的最终轮廓。一条生产线中的多个轧制单元自动执行此过程,加工后型材具有高表面质量。该工艺特别适用于大批量生产具有几何形状小尺寸型材。
卓轮使用感应硬化工艺,提高型材表面的耐磨性。硬化深度为 0.5 至 5 mm,硬度值可达 64 HRC。
电话 49 (0) 7571 70 -380 电子邮箱 zst@zollern.com